企业公告:

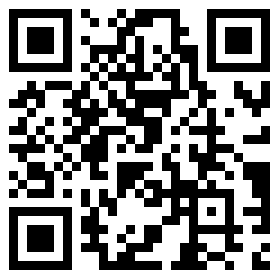
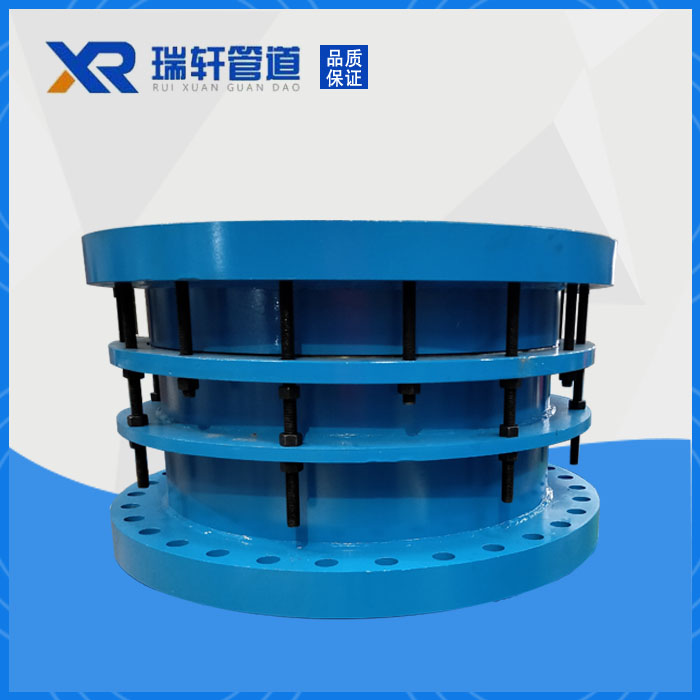
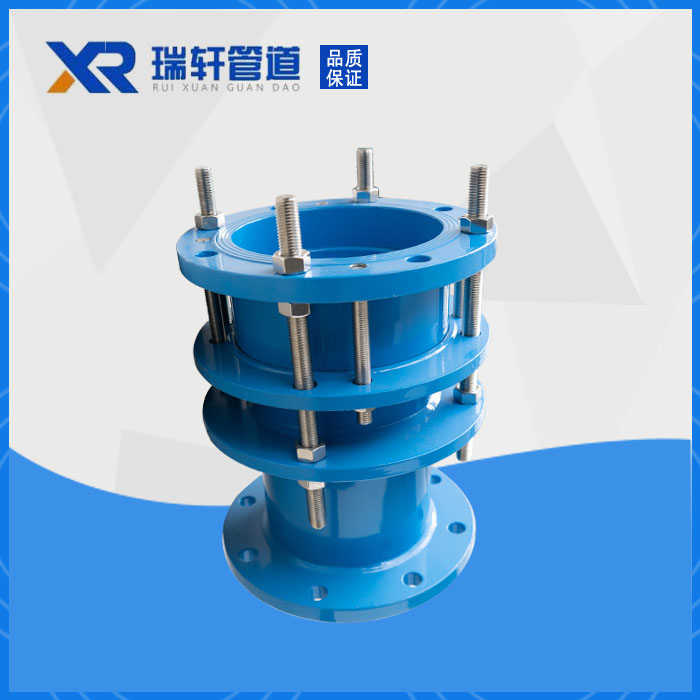
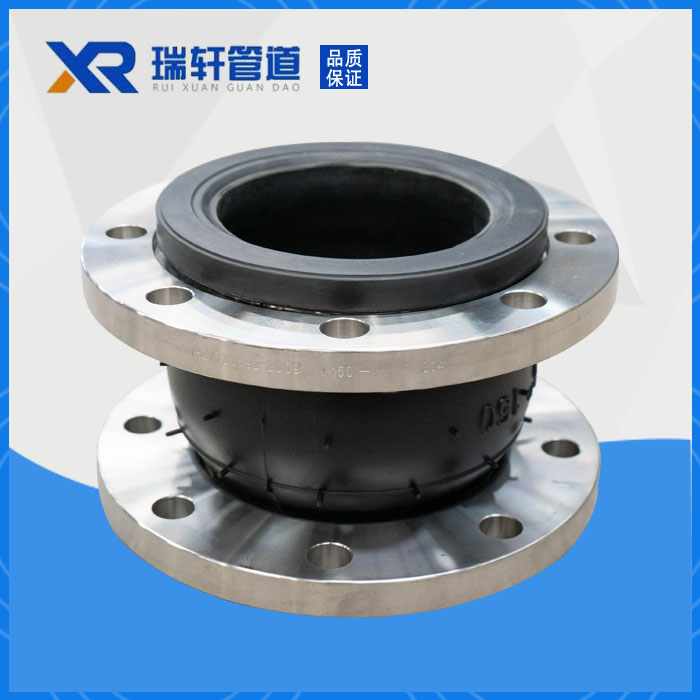
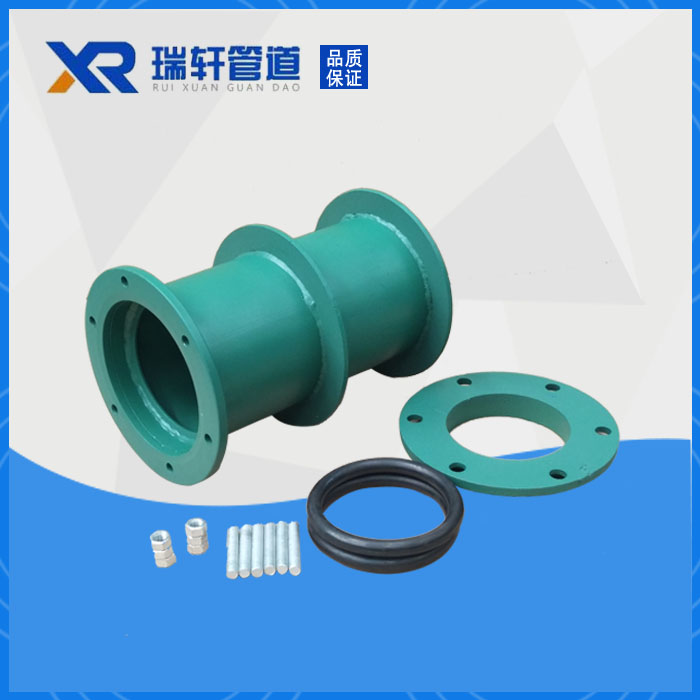
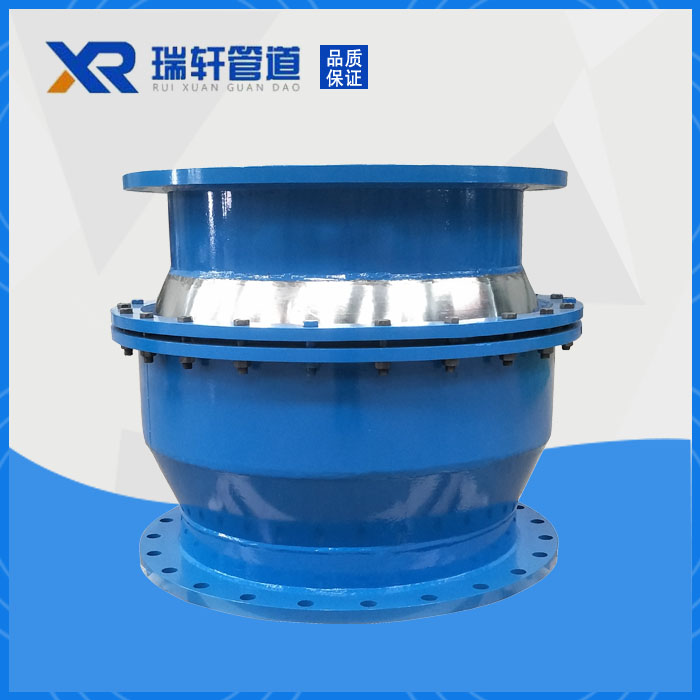
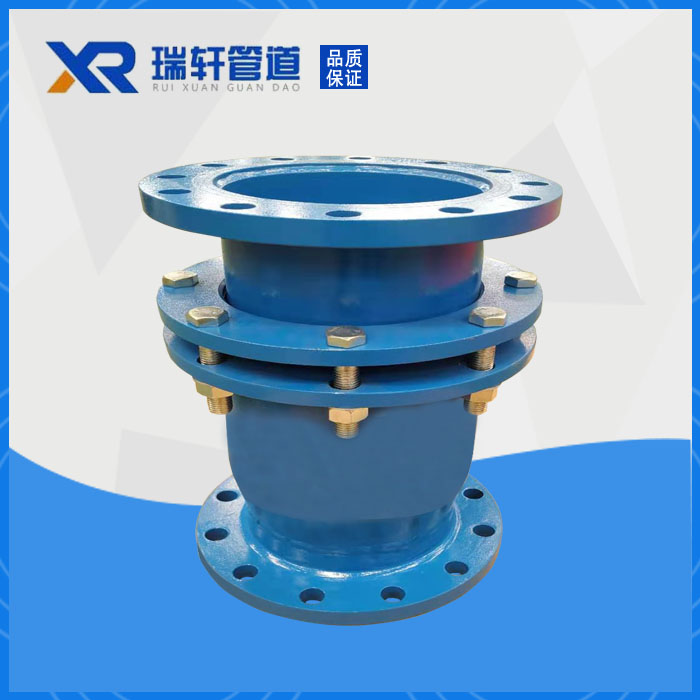
直埋式套筒伸缩器、法兰式套管伸缩接头、手柄对夹式蝶阀
名称:巩义市瑞轩管道设备厂
地址:河南省巩义市西村镇永安路
邮编:451200
联系人:陈先生
手机:15093193538
联系电话:0371-64032400
传真号码:0371-64032500
我们常说的普通伸缩接头不能使用铜焊和熔化的方法来连接,要求使用钢焊和熔化焊来处理对接问题,必须使用钢制伸缩接头。此时需要注意的就是要保证伸缩接头不受很高的温度影响,如果一但发现伸缩接头的温度过高时以采取对应的措施来降低伸缩接头的温度,这样做是为了防止伸缩接头具有的弹性在过高的温度下失去应有的弹性功能。
伸缩接头在焊接时,焊接是一个局部的迅速加热和冷却过程,焊接区由于受到四周工件本体的拘束而不能自由膨胀和收缩,冷却后在焊件中便产生焊接应力和变形。重要产品焊后都需要消除焊接应力,矫正焊接变形。
现在伸缩接头焊接方式分为手工焊接和自动焊接两种。因为自动焊接技术目前还不够成熟,伸缩器的焊接以手工焊为主。手工焊接又主要分为纤维素焊条下向焊和低氢焊条下向焊。手工电弧焊向上焊技术是我国以往管道施工中的主要焊接方法,其特点为管口组对间隙较大,焊接过程中采用息弧操作法完成,每层焊层厚度较大,焊接效率低。
手工电弧焊方法灵活简便、适应性强,其下向焊和上向焊两种方法的有机结合及纤维素焊条良好的根焊适应性在很多场合下仍是自动焊方法所不能代替的。 自动焊是伸缩器焊接发展的必然趋势,管道自动焊技术由于焊接效率高,劳动强度小,焊接过程受人为因素影响小等优势,在大口径、厚壁管道生产中应用潜力很大。