企业公告:

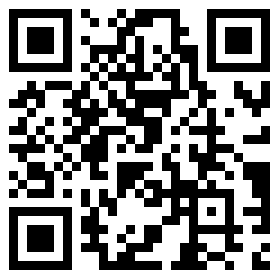
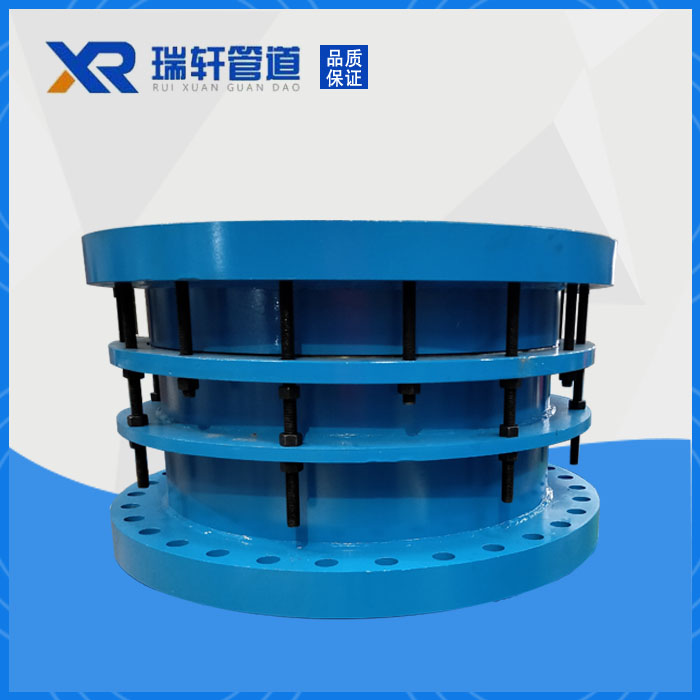
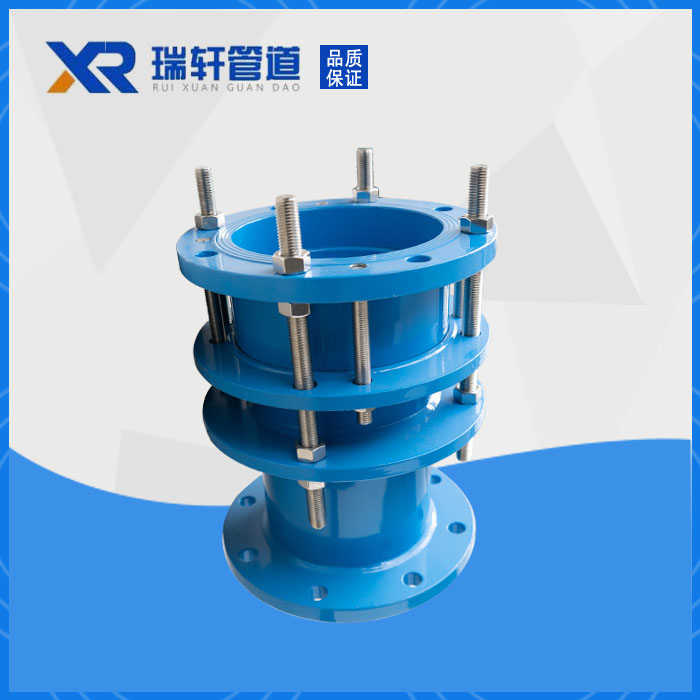
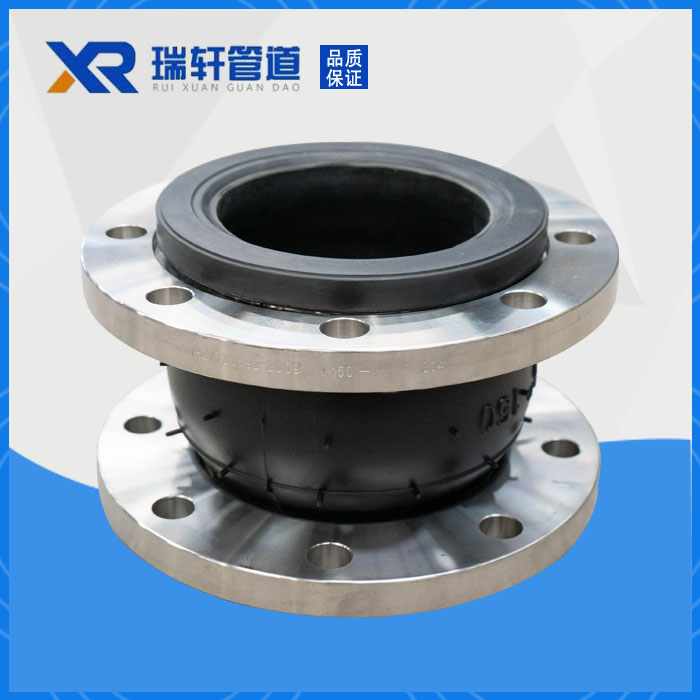
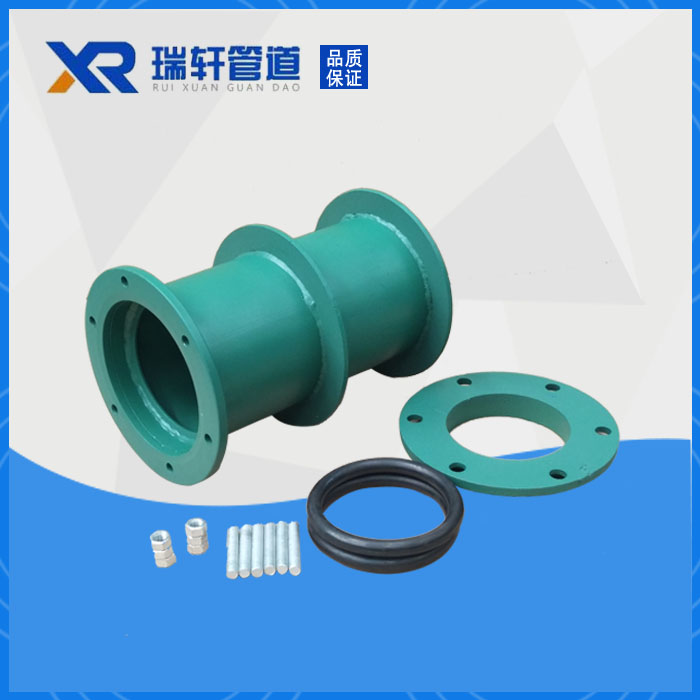
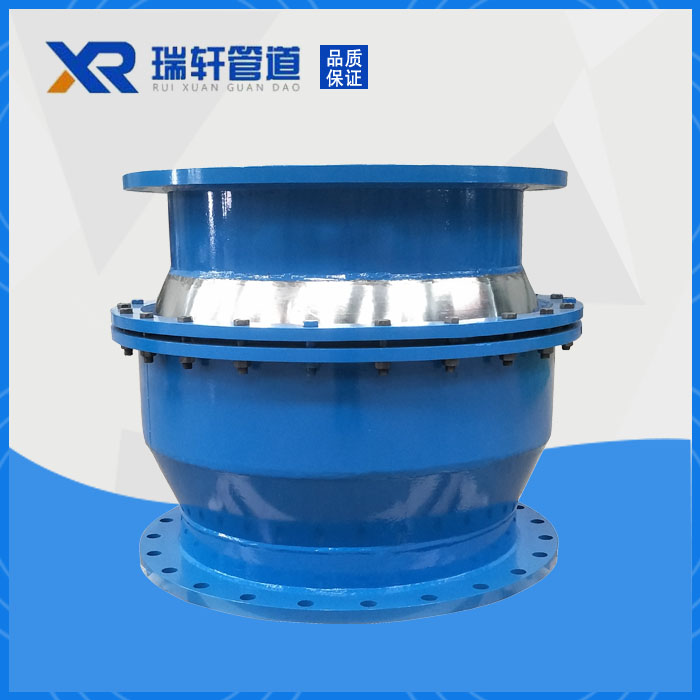
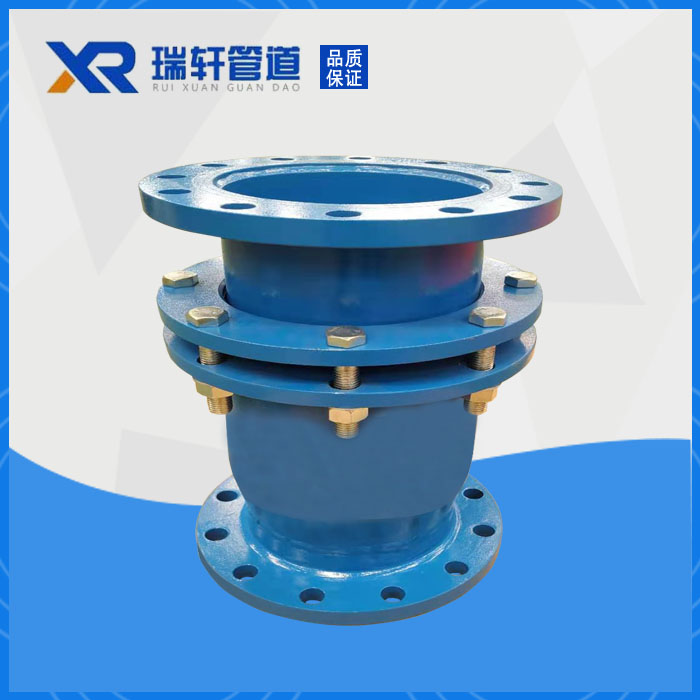
直埋式套筒伸缩器、法兰式套管伸缩接头、手柄对夹式蝶阀
名称:巩义市瑞轩管道设备厂
地址:河南省巩义市西村镇永安路
邮编:451200
联系人:陈先生
手机:15093193538
联系电话:0371-64032400
传真号码:0371-64032500
随着社会的不断向前发展,人们的生活生产水平显著提高,因此人们对生活的物质环境也提出了更高的要求。在日常生活中,进行工程建筑建设是人类发展历程中的本能,建筑工程是人类生产栖息的备场地,因此建筑工程的施工质量与人类的生命财产安全紧密联系在一起。优质的不锈钢柔性防水套管在加工后是不会出现变形的,而且不锈钢柔性防水套管在种类上比较多,那么不锈钢柔性防水套管保证焊接质量的因素有哪些?
我们要对焊接的工序进行监督,我们可以定位焊点均匀分布,正式起焊点应在两定位焊之间,背部在进行一层补焊。焊接时定位焊缝位置应据焊缝顶部30mm以上,其长度应在50mm以上,定位焊缝间距为100mm~400mm,厚度不宜大于正式焊缝厚度的二分之一,厚不宜大于8mm,定位焊缝应在后焊一侧的坡口内。卡具等构件焊接时,引弧和熄弧点均应在卡具等构件上。
柔性防水套管管道接口的焊接应一次连续完成,若被迫中断时,应采取防止裂缝的措施(如缓冷保温等)不得在混凝土浇注后在焊内缝。管道焊接工作结束时应将管道内壁的焊疤熔渣等清理干净,局部凹坑深度不应超过板厚的10,且不大于2mm,否则应与补焊。所有焊缝均应进行外观检查,质量标准应符合规定。柔性防水套管的焊接技术要求是非常重要的,因为焊接的质量直接决定产品的使用寿命。
保证稳定性和密封防水性能,我们应对这个问题提出五项建议:焊接时请提前取下柔性防水套管的法兰压盖和橡胶密封圈,以免工作时温度过高造成橡胶密封圈变形或融化;钢筋结构应确保柔性防水套管的止水翼环处于正中位置,焊接时直接焊于翼环周围;当柔性防水套管长度大于墙体厚度时可在内墙或外墙外局部加厚加长混凝土厚度;预埋焊接时确保内外部密封好,不得进水或杂物;焊接部位如已经喷漆应清除漆面,可使柔性防水套管与焊条和混凝土有效结合;
不锈钢柔性防水套管在进行冲压加工后,其整个在生产的效率上会提升很多,而且操作也相对较为方便,比较容易同时实现自动化和机械化,主要是由于冲压基本都是根据冲模,或者是其他的冲压设备来进行加工的。 所以,普通的压力机在形成的次数上可以进行调整,这点对于不锈钢柔性防水套管在加工上并没有太大影响,而且高速的压力加工也是比较容易实现的,主要是每次在经过冲压之后,其不同的行程所获取的冲件也是不同的。