企业公告:

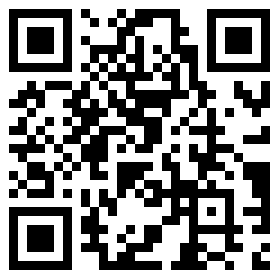
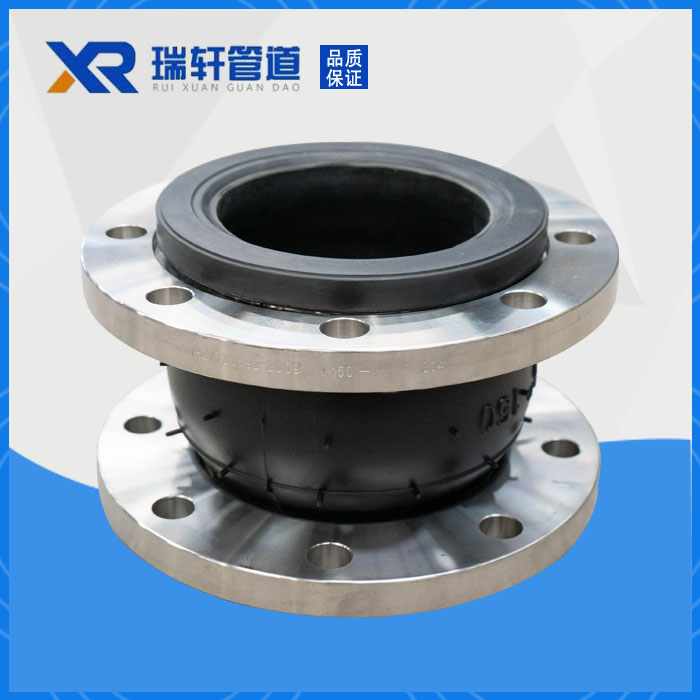
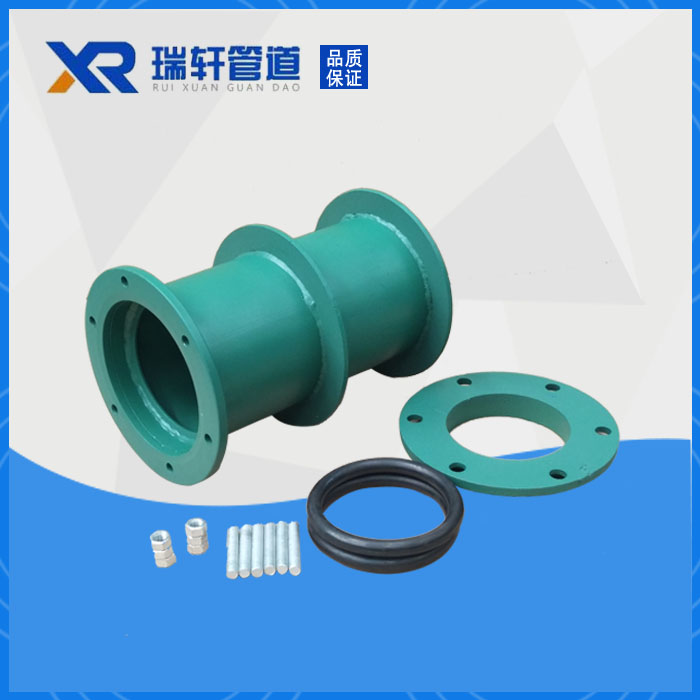
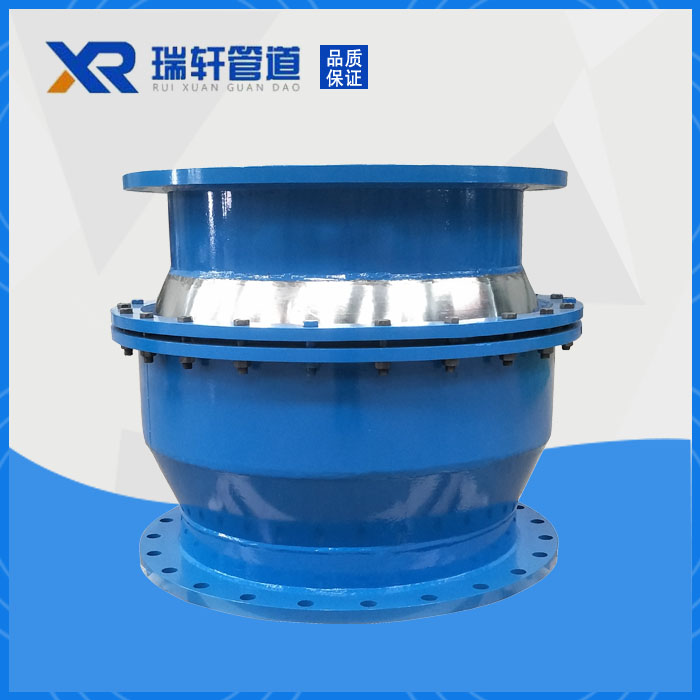
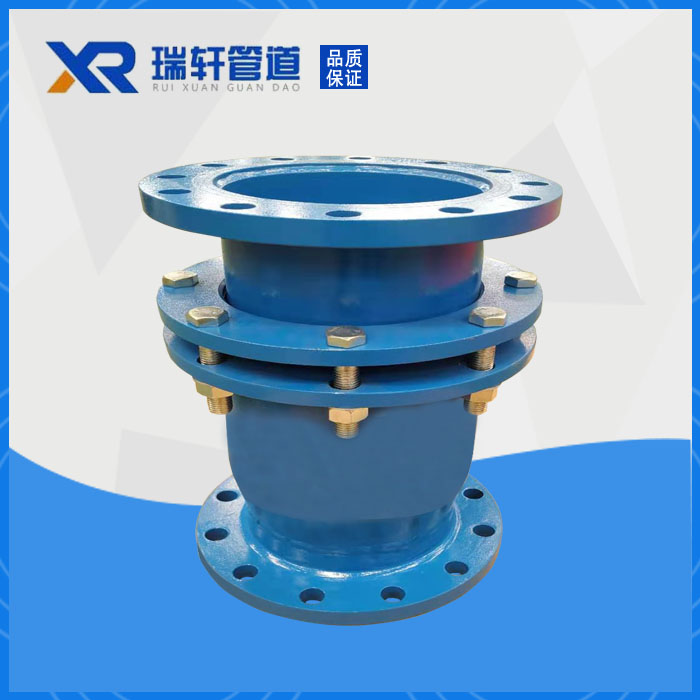
直埋式套筒伸缩器、法兰式套管伸缩接头、手柄对夹式蝶阀
名称:巩义市瑞轩管道设备厂
地址:河南省巩义市西村镇永安路
邮编:451200
联系人:陈先生
手机:15093193538
联系电话:0371-64032400
传真号码:0371-64032500
铸铁伸缩接头多用固定的短芯头拉伸。此法是在固定不动的长芯杆的端头,装一个比芯杆大的短芯头;只有短芯头伸入模孔中,与模孔构成一个环状空隙;套在芯杆上的铸铁伸缩接头坯料,受拉经过这个空隙,就产生直径减小、壁部变薄而长度增加的变形过程。
用长芯杆拉管时,是将铸铁伸缩接头的坯料套在不固定的长芯杆上,芯杆和管坯一道通过拉伸模孔,拉出后再在特殊的设备上进行脱管工作。此法用亲生产中等尺寸的薄壁管,因为用其它方法时,常有被拉断和拉扁的危险。
用此法生产内径的薄壁毛细管时,使用表面抛光的长钢丝作为长芯杆。不用芯头的拉管叫空拉管;这时铸铁伸缩接头内外径减小但壁厚不变化或变化很小。实际生产中,此法又叫减径拉伸。挤压铸铁伸缩接头的坯料空拉时,比用芯头拉伸时,能更明显地减小壁厚的不均匀程度。合适的碳的质量分数是在0.50~0.65%范围内。若太低(≤0.50%),铸铁伸缩接头壁管淬火后硬度偏低,耐磨性不好,若过高(≥0.65%),不锈钢厚壁管感应加热淬火时易裂,脆性大。铸铁伸缩接头模数齿轮可选用55Tid,载荷大、模数较大的齿轮选用60Tid。
为进一步降低淬透性,还需加入少量变质剂,以细化晶粒,提高铸铁伸缩接头的强度与韧性。为加强铸铁伸缩接头矫正能力和矫正效果,可以在火焰加热的同时,用木锤敲打大口径铸铁伸缩接头加热点及其周围金属,并用水急冷,直至打平时为止。加热点的直径d =15--25毫米,间距L= 50-100毫米。矫正时在大口径铸铁伸缩接头的凸出部位上加热,加热区呈三角形。三角形的底边是在大口径铸铁伸缩接头的板缘,而顶点向内。由于三角形加热面积大,因此收缩量也较大。
当铸铁伸缩接头发生弯曲、旁弯等变形时,经常采用三角形加热方式的火焰矫正,可以获得良好的矫正效果。通常,矫正时采用氧乙炔火焰,其性质为中性焰。加热的温度为600~800℃,对大口径铸铁伸缩接头来说是呈褐红色至樱红色之间。首先是当水温在50℃以上时:使它在650~550℃的范围内冷却能力急剧下降,仅为100℃/秒。而在200~300℃马氏体区域内仍为270℃/秒。其次是当水中混有不溶于水的物质(悬浊物,乳浊物)以及溶解有空气时,会大大地降低它在200℃以上的冷却能力。